模糊PID控制在DMF回收控制管理系统中的应用
时间: 2024-12-22 21:06:55 | 作者: 教育培训
在工业湿法的合成革生产中,二甲基甲酰胺(DMF)作为洗涤固化剂,有着重要的作用。DMF具有强污染性,若流失到大气、水或土壤中会给环境带来严重污染,因此现今生产线上流失的DMF都需要做回收处理。
DMF的回收采用多塔精馏工艺,属于典型的化工精馏的过程,包含一、二级浓缩塔、精馏塔、蒸发罐等。过程有原料预热、负压浓缩、精馏、脱酸等工艺过程。在真实的操作中,精馏塔液位波动很快,影响因素很复杂,受塔操作压力、塔釜热量、塔顶回流量及进出料量的影响,工艺参数关联度高,非线性程度高,难以建立被控对象的精确数学模型,常规的PID控制难以做到实时有效的控制。针对这些特点大部分企业暂时只可以应用手动控制输出的方式来解决控制不稳定的问题。
近年来,模糊控制技术快速的提升,慢慢的变多地应用在工业控制领域。由于模糊控制技术不依赖对象精确的数学模型,具有较强的鲁棒性,即使控制对象没有准确的数学模型,也可以依照经验对其进行稳定控制。在本系统实际精馏塔的液位控制中,存在不同程度的超调和震荡现象,而且存在调节时间长的问题。综合被控对象的非线性、高阶次、大滞后、数学模型难以确定等特点,因此适宜采用模糊控制。然而,模糊控制自身也具有一定的局限性,例如稳态性能较差等。未解决这样一些问题,就需要模糊控制器具有自学习、自调整的能力。
本文设计了一种fuzzy-PID复合控制器,利用STEP7将模糊控制与PID算法相结合,提高了对非线性时滞系统的控制能力。
DMF回收智能控制管理系统硬件主要由SIMENSE PLC-300、工控机、液位传感器等部件组成,软件编写采用STEP7,上位机软件采用组态王软件。
如图1所示,系统结构分为中央处理单元(CPU)、功能模块(FM)、网络通信模块(CP)、信号模块(SM)几个部分。其中CP343为网络通信模块,负责与上位机进行通信;SM334为模拟量输入/输出模块,负责采集现场的信号或给出输出信号;SM321为数字量输入模块,负责采集现场的数字量信号;FM355C为智能控制模块,本身就具有执行传统PID算法的功能,能轻松实现对被控对象的PID控制。

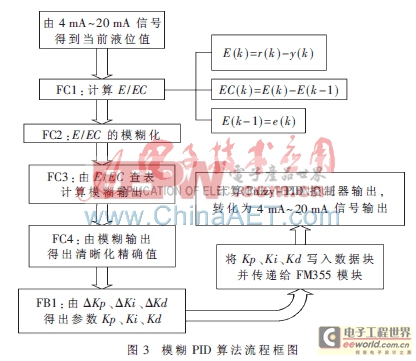
精馏塔的液位通过液位传感器采集后转换成4 mA~20 mA的电流信号送入PLC的模拟量模块SM334中,在PLC中计算偏差液位E和偏差变化率EC并传入数据块,通过模糊控制器计算出PID控制器各参数的迁移量,在PLC数据块中形成新的PID参数,最后通过传统PID算法计算并输出4 mA~20 mA信号来控制气动阀,进而达到调节液位的效果。
模糊PID参数自调整模糊控制器由3个子模糊控制器共同构成,每个子模糊控制器的输入变量为液位误差E和误差变化EC,输出变量分别为△Kp、△Ki、△Kd。
基于对现场数据的分析以及液位的控制经验,E和EC的论域设计为[-6,+6],输出变量△Kp、△Ki、△Kd的论域分别为[-10,+10]、[-10,+10]、[-2,+2]。模糊输入输出的量化等级为7级,定义模糊集为[NB,NM,NS,O,PS,PM,PB],含义依次表示负大、负中、负小、零、正小、正中、正大[1-3]。采用三角形函数作为隶属度函数以确定模糊语言变量的隶属度,可分别得到各模糊变量的隶属度赋值表。由此可计算出精确量E和EC并得出相应的模糊语言变量的输入。
(1)比例环节的作用是及时成比例地反映控制管理系统的偏差信号,并即刻产生控制作用以减少偏差。因此,当偏差较大时,为提高响应速度,Kp应取较大值;当偏差较小接近稳态时,为防止超调过大引起振荡,Kp应取较小值。△Kp的模糊规则库如表1所示。

(2)积分环节的作用是消除静态误差,通过对误差进行积分,对系统控制有一定的滞后作用。因此,当偏差较大时,Ki应该取较小值,避免造成系统超调量过大或系统振荡。当误差较小接近稳态时,Ki应适量加大,以消除系统的稳态误差,提高控制精度。△Ki的模糊规则库如表2所示。

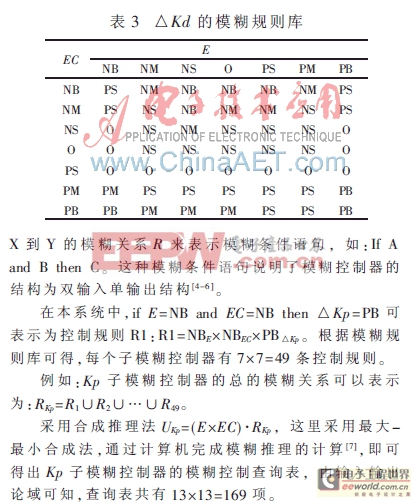
(3)对有较大惯性和滞后的被控对象,微分环节可以预测误差变化的趋势。它能在偏差信号值变得太大之前加入有效的修正信号,加快系统响应速度,减少调节时间。由于微分环节对于干扰信号较为敏感,因此Kd的取值应综合考虑系统的响应速度和抗干扰能力,以提高系统的稳定性。本系统中,在误差较大时应取较大的Kd值,控制中期或接近稳态时,Kd值应取较小值,从而减弱过程的控制作用,增加对扰动的抑制能力。△Kd的模糊规则库如表3所示。
本系统中控制规则采用Mamdani算法,即基于IF-THEN的产生式规则,其结构相对比较简单,易于修改。用一个由
清晰化过程即把模糊语言变量转化为可执行的精确量,采用最大隶属度法,即μ(u*)≥μ(u),u∈U,μ是u的隶属度函数,u*是与最大隶属度对应的模糊控制量的值。
SIMENSE S7-300 PLC的编程软件STEP7提供了丰富的扩展功能模块,为实现各种功能的算法提供了便利的条件[8]。STEP7工程中,主程序模块OB1实现对子程序模块的调用和数据传递,是不断刷新的,OB35是中断服务程序模块,用来响应系统中断,OB100模块为系统初始化模块,系统上电时自动运行,初始化各参数。在STEP7工程中编写函数FB1模块为主模糊控制器,编写子函数FC1~FC4完成整个模糊控制功能,手动输入各子模糊控制器的模糊控制查询表至DB5-DB7中。其中FC1负责计算液位偏差E和偏差变化率EC,FC2负责将E和EC模糊化,把精确数值转化为模糊语言变量,FC3负责在线查询,通过在DB块中查表,根据模糊语言变量的输入得出相应的模糊语言变量的输出,FC4负责将模糊语言变量的输出清晰化,转换为精确值△Kp、△Ki、△Kd。系统在自动控制状态下,FB1分别调用FC1、FC2、FC3、FC4,完成模糊控制功能的计算,清晰化以后根据如下办法来进行3个参数的自适应校正:
通过模糊和推理修正后的PID参数Kp、Ki、Kd存入PLC数据块,通过FM355模块应用在普通的PID算法上,形成具有自适应功能的模糊PID算法。
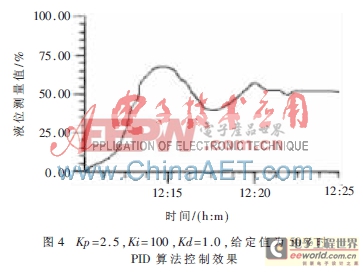
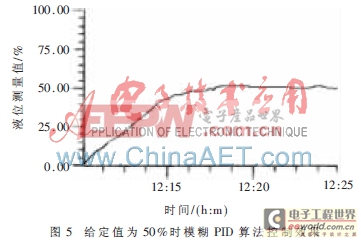
应用了模糊PID控制的算法后,DMF回收控制管理系统对精馏塔液位的控制效果比以前有明显改善。
从控制曲线能够准确的看出,运用模糊PID自调整控制方式,超调量小,达到稳态所需要的时间短。模糊PID自调整控制方式是将模糊控制和PID控制两者相结合,进行参数的在线调整,在初期偏差比较大时,自动增大比例常数Kp,提高了系统的响应时间;在偏差较小时,适当增加积分常数Ki,消除了静态误差,减小超调,缩短了稳态时间,从而使系统的控制精度提高,动态性能得到一定的改善。如图4、图5所示。
模糊推理用于模仿人脑的逻辑思维,用于处理模型未知或不精确的控制问题。而采用西门子系列PLC实现模糊控制时,需要专用的编程设备,价格昂贵,使用复杂。本文使用软件方法实现的模糊控制器大大节约了企业成本,实现了生产完全自动化,以往因控制不稳定而导致的必须人工手动操作输出的制度得以解除。另外利用模糊规则库离线计算生成查询表,在系统中直接在线查询,优化了系统的工作速度,具有较高的工程应用价值。本操控方法现在已应用于某化工企业DMF回收控制管理系统当中,控制较以前有了明显改善,大大减小了系统调节时间和超调,控制稳定且准确,给公司能够带来了较大收益。
[1] 王耀南,孙炜.智能控制理论及应用[M].北京:机械工业出版社,2008:31-46.
[2] 韩峻峰,李玉惠.模糊控制技术[M].重庆:重庆大学出版 社,2003:8-56.
[3] 单冬.模糊控制原理与应用[M].北京:中国铁道出版社,1995:54-128.
[4] 张庆,程维明,沈耀宗,等.模糊控制在橡胶硫化温度控制中的应用[J].光学精密工程,2001,9(4):385-387.
[5] 王树青,戴连奎,祝和云,等.工业过程控制[M].北京:化学工业出版社,2005.
[6] 张湘,肖建.非线性网络控制管理系统T-S模糊控制研究[J].合肥工业大学学报:自然科学版,2010,33(7):1010-1014.
P 在过去十年里,CMOS图像传感器技术经过连续改进和逐步的提升,已经使其从主要服务于低端市场转
上一篇:在过去十年里,CMOS图像传感器技术经过连续改进和逐步的提升,已经使其从主要服务于低端市场转移到一些要求最苛刻的高性能应用。伴随着这种趋势,CMOS图像传感器“ target=“_blank“
P 在过去十年里,CMOS图像传感器技术经过连续改进和逐步的提升,已经使其从主要服务于低端市场转




